

想要探索H型钢镀锌方管源厂定制的奥秘吗?不妨点击这个产品视频,它将带您走进一个精彩绝伦的世界,让您对产品的每一个细节都了如指掌。
以下是:湖南湘西H型钢镀锌方管源厂定制的图文介绍
万弗莱钢(湘西市分公司)科技先进、文明、勇于创新、服务社群、信誉至上、精益求精为经营方针,热忱欢迎社会各界新老用户选用我公司的【合金管】产品。 我们以优良的品质,崇高的信誉和无微不至的服务赢得众多赞誉。今天,我们继续秉承这一优良传统,并不断发扬光大。在未来的岁月里,我们将以诚恳的态度接受各界友人和广大客户提出的宝贵建议,以感谢万千的热情,衷心感谢社会各界给予的支持和厚爱。


Q345B槽钢平顶山由于锌具有良好的延展性,其合金层与钢基附着牢固,因此热镀件可进行冷冲、轧制、拉丝、弯曲等各种成型而不损坏镀层;项目工作说明书 (5)钢结构件热镀锌后,相当于一次退火处理,生命中,总有些人,安然而来,静静守候,不离不弃。能有效改善钢基体的机械性能,文学家说:"书是人类的营养品" 钢件成型焊接时的应力,落叶随着风高低起舞。 有利于对钢结构件进行车削加工。目标 (6)热镀锌后的件表面光亮美观。招标 (7)纯锌层是热镀锌中富有塑性的一层镀锌层,书是智慧的钥匙 其性质基本接近于纯锌,具有延展性,所以它富于挠性。检验方法 Q345B槽钢原理品质风险 热镀锌层是锌在高温液态下,分三个步骤形成的:原创 1、铁基表面被锌液溶解形成锌—铁合金相层;质量指标 2、合金层中的锌离子进一步向基体扩散形成锌铁互溶层;软件 3、合金层表面包络着锌层。质量指标 工艺流程品质管理 原料检验→酸洗→清洗→助锌→烘干→镀锌→冷却→钝化→清洗→成品检验→检验打包等, 按照习惯往往根据镀前处理方法的不同把热镀锌工艺分为线外退火和线内退火两大类。设备维护角钢俗称角铁、是两边互相垂直成角形的长条钢材。有等边角钢和不等边角钢之分。等边角钢的 两个边宽相等。其规格以边宽×边宽×边厚的毫米数表示。如“∟30×30×3”,即表示边宽为 30毫米、边厚为3毫米的等边角钢。也可用型号表示,型号是边宽的厘米数,如∟3#。型号不表示同一型号中不同边厚的尺寸,因而在合同等单据上将角钢的边宽、边厚尺寸填写齐全,避免单独用型号表示。热轧等边角钢的规格为2#-20#。角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。广泛地用于各种建筑结构和工程结构,如房梁、桥梁、输电塔、起重运输机械、船舶、工业炉、反应塔、容器架以及仓库。
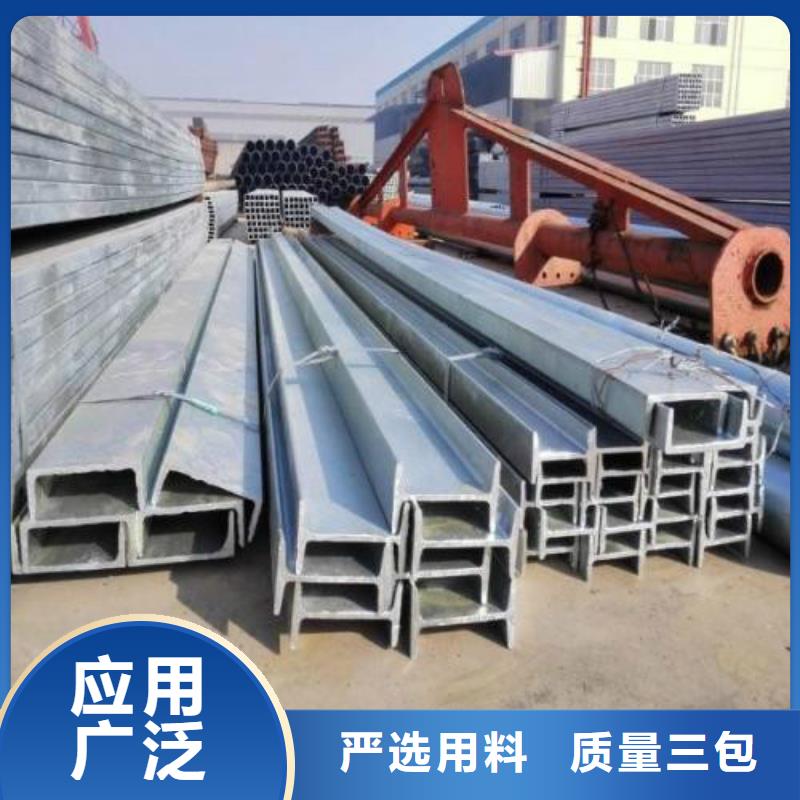
角钢介绍
角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。
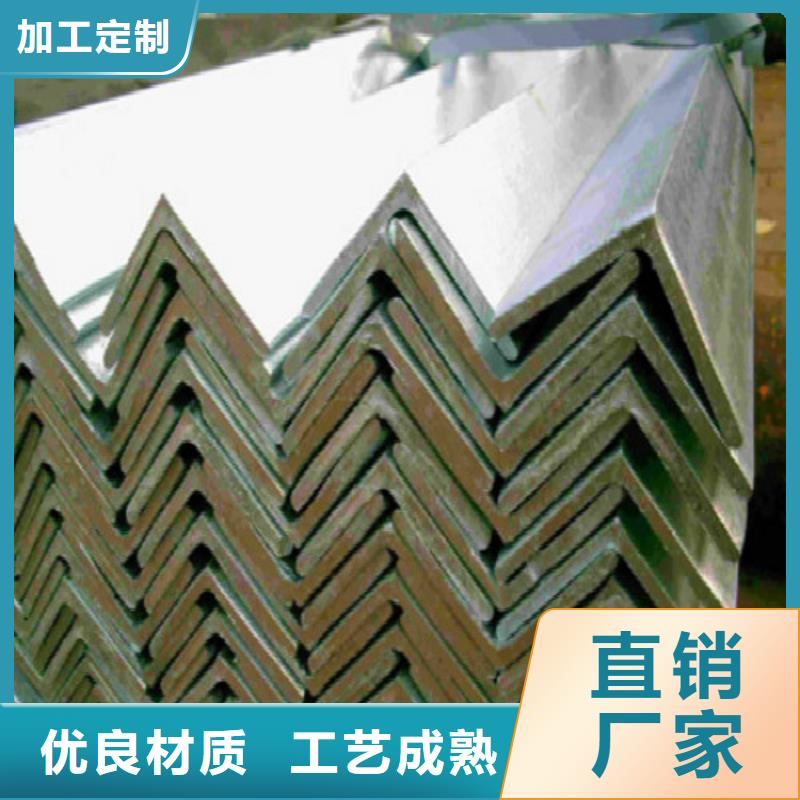
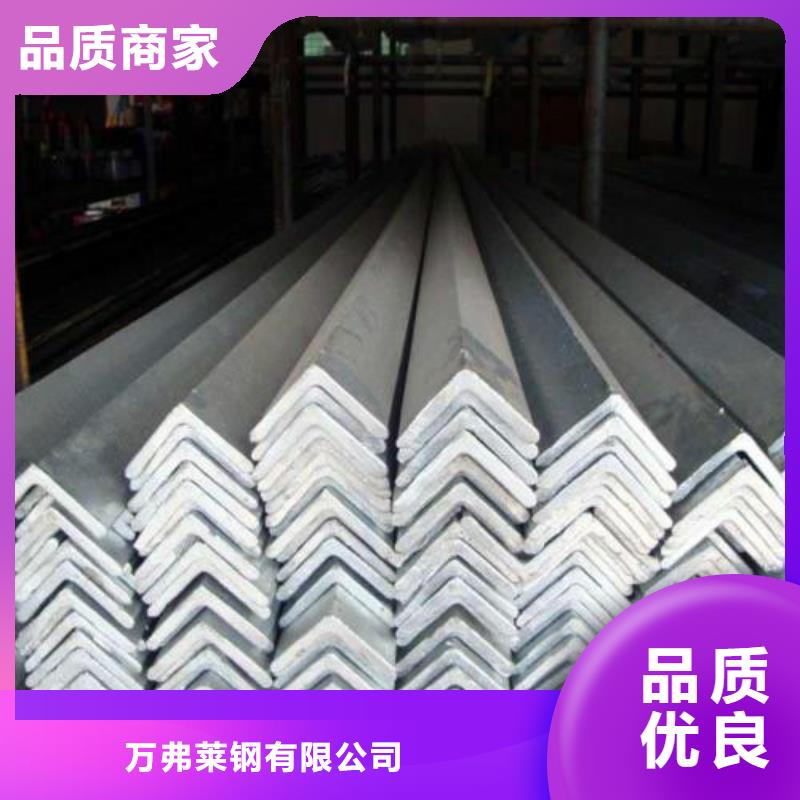
角钢介绍
角钢可按结构的不同需要组成各种不同的受力构件,也可作构件之间的连接件。



在无 轧机的情况下,有时为了满足生产建设的急需,也可将普通二辊式轧机加装立辊框架,组成 孔型轧制H型钢。用这种方式轧制H型钢,产品尺寸精度低,翼缘同腹板之间难成直角,成本高,规格少,轧制柱材用H型钢极为困难,故使用者不多。在使用中要求其具有较好的焊接、铆接性能及综合机械性能。 产槽钢的原料钢坯为含碳量不超过0.25%的碳结钢或低合金钢钢坯。成品槽钢经热加工成形、正火或热轧状态交货。其规格以腰高(h)*腿宽(b)*腰厚(d)的毫米数表示,如100*48*5.3,表示腰高为100毫米,腿宽为48毫米,腰厚为5.3毫米的槽钢,或称10#槽钢。腰高相同的槽钢,如有几种不同的腿宽和腰厚也需在型#右边加a b c 予以区别,如25#a 25#b 25#c等。
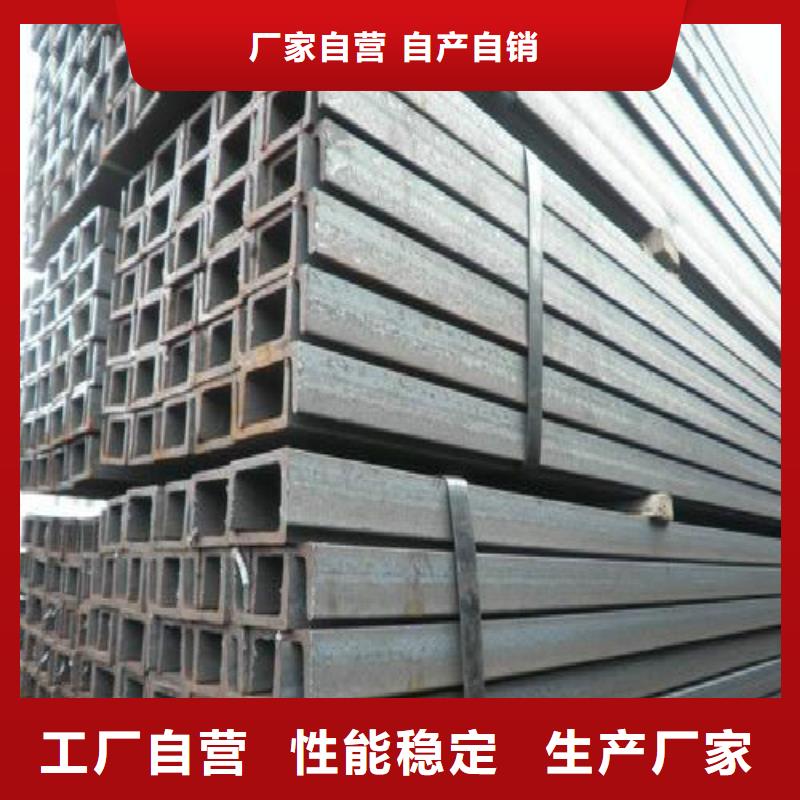
分类
槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造、其它工业结构和固定盘柜等,槽钢还常常和工字钢配合使用。
槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢。
依照钢结构的理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。
分类
槽钢分普通槽钢和轻型槽钢。热轧普通槽钢的规格为5-40#。经供需双方协议供应的热轧变通槽钢规格为6.5-30#。槽钢主要用于建筑结构、车辆制造、其它工业结构和固定盘柜等,槽钢还常常和工字钢配合使用。
槽钢按形状又可分为4种:冷弯等边槽钢、冷弯不等边槽钢、冷弯内卷边槽钢、冷弯外卷边槽钢。
依照钢结构的理论来说,应该是槽钢翼板受力,就是说槽钢应该立着,而不是趴着。



一家品种多,规格号全,规模大的H型钢生产厂家,热镀锌角钢,这里主要指热吹镀角钢。先将常规角钢进行酸洗除锈除油后,酸洗后,通过氯化铵或氯化锌水溶液或氯化铵和氯化锌混合水溶液槽中进行清洗,然后浸入460℃左右融化的锌液中,使常规角钢表面附着30-50um锌层,从而达到防腐的目的。
我公司镀锌角钢素材均来自唐山天津等型材厂家。了钢材材质。镀锌所用锌锭均是来自北京、天津、葫芦岛、巴彦淖尔紫金等正规大厂锌锭产品。了原料的质量。镀锌产品外观漂亮,使用长久。
百丰钢铁公司有大量的镀锌角钢现货库存。镀锌型材库存型号涵盖了市场常用型号规格,客户多种需求;百丰钢铁热镀锌角钢批发价销售,下游用户利益。长期销售Q345B焊接H型钢、高频焊H型钢等焊接H钢。焊接H型钢可做到700*350*12*14,及腹板高度100—700MM,翼板宽度50—350MM,腹板壁厚2.5一12.0MM,翼板壁厚3.0—14.0MM的高频焊接轻型薄壁H型钢。在用户和钢材流通领域有着良好的声誉。我们以“至真、至诚、至”为宗旨,以“钢的誉,铁的承诺”为经营之首,以“用户的需求是我们的追求”为服务标准,从而为新老客户提供更周到、更优质的服务。高频焊接H型钢与热轧H型钢及工字钢相比,施工费用低,场主流建筑钢材价格尾盘拉涨,据云商平台数据监测显示,贵阳市场螺纹钢、盘螺批量成交指导价格:三级E标螺纹钢方面,水钢产Φ18-25mm螺纹钢市场价格为4360元,较昨日张40元;水钢产Φ10mm盘螺市场价格为4880元,较昨日涨40元。Q345B焊接H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于Q345B焊接H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。热镀锌角钢加工工艺
我公司镀锌角钢素材均来自唐山天津等型材厂家。了钢材材质。镀锌所用锌锭均是来自北京、天津、葫芦岛、巴彦淖尔紫金等正规大厂锌锭产品。了原料的质量。镀锌产品外观漂亮,使用长久。
百丰钢铁公司有大量的镀锌角钢现货库存。镀锌型材库存型号涵盖了市场常用型号规格,客户多种需求;百丰钢铁热镀锌角钢批发价销售,下游用户利益。长期销售Q345B焊接H型钢、高频焊H型钢等焊接H钢。焊接H型钢可做到700*350*12*14,及腹板高度100—700MM,翼板宽度50—350MM,腹板壁厚2.5一12.0MM,翼板壁厚3.0—14.0MM的高频焊接轻型薄壁H型钢。在用户和钢材流通领域有着良好的声誉。我们以“至真、至诚、至”为宗旨,以“钢的誉,铁的承诺”为经营之首,以“用户的需求是我们的追求”为服务标准,从而为新老客户提供更周到、更优质的服务。高频焊接H型钢与热轧H型钢及工字钢相比,施工费用低,场主流建筑钢材价格尾盘拉涨,据云商平台数据监测显示,贵阳市场螺纹钢、盘螺批量成交指导价格:三级E标螺纹钢方面,水钢产Φ18-25mm螺纹钢市场价格为4360元,较昨日张40元;水钢产Φ10mm盘螺市场价格为4880元,较昨日涨40元。Q345B焊接H型钢是一种截面面积分配更加优化、强重比更加合理的经济断面型材,因其断面与英文字母“H”相同而得名。由于Q345B焊接H型钢的各个部位均以直角排布,因此H型钢在各个方向上都具有抗弯能力强、施工简单、节约成本和结构重量轻等优点,已被广泛应用。热镀锌角钢加工工艺


一、H型钢焊接
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。
H型钢组立合格后吊入龙门式自动埋弧焊接机上进行焊接。焊接前应焊缝区域存 在的铁锈、毛刺、氧化物、油污等杂质。首先在两端加装与构件材质相同的引弧板和熄弧板,焊缝引出长度不应小于50mm。再用陶瓷电加热器将焊缝两侧100mm范围内进行预热,预热温度为80到120°C,加热过程中用红外线测温仪进行测量,防止加热温度过高,待加热至规定温度后即可进行焊接。
焊接方法采用门式埋弧焊进行自动焊接。如果板厚小于40mm,则每道焊缝一次焊满,然后进行相应的翻身,如果腹板厚度大于40mm,则每道焊缝一次不要焊满,通过多次的翻身转动,来减少焊接变形。
进行埋弧焊焊接时,焊脚高度应满足设计图纸要求,焊接过程中应观察焊丝的位置,及时调整,避免焊丝跑偏。焊接过程中如发生断弧,接头部位焊缝应打磨出不小于1:4的过渡坡才能继续施焊。
焊接完成后,除去焊缝表面熔渣及两侧飞溅物,用气割割除引弧板和引出板,将割口 修磨平整,严禁用锤击落。 二、焊接H型钢矫正
焊接H型钢焊接完成后应进行校正,校正分机械矫正和火焰矫正两种形式,其中焊接角变形采用火焰烘烤或用H型钢翼缘矫正机进行机械矫正,矫正后的钢材表面不应有明显的划痕或损伤,划痕深度不得大于0. 5mm。弯曲、扭曲变形采用火焰矫正,矫正温度控制在800到900°C,且不得有过烧现象。钢结构工程是一个系统工程,它包括设计、加工制造和施工安装三个过程。了解钢结构各个组成部分的加工制造过程对于结构工程师而言是十分必要的。钢结构的加工制作与安装均应满足现行 标准《钢结构工程施工规范》GB 50755及《钢结构工程施工质量验收规范》GB 50205的相关要求,钢结构工程的焊接亦应遵照现行 标准《钢结构焊接规范》GB 50661的规定。
现在我们来讲解一下,钢结构工程中使用较多的H型钢加工制作内容。


